
東莞市寶鼎精密儀器有限公司
聯(lián)系人:劉經(jīng)理:13528618149
聯(lián)系人:寧工:13532886368
電話(huà):0769-85588096
傳真:0769-82688299
郵箱:13532886368@163.com
網(wǎng)址:www.www.chinaenglish.net
地址:廣東省東莞市厚街鎮(zhèn)三屯中心大路南一街
雙層平板硫化機(jī)安裝、操作規(guī)范、保養(yǎng)、 故障排除?
雙層平板硫化機(jī)安裝、操作規(guī)范、保養(yǎng)、 故障排除
儀器安裝
一、電源條件:額定電壓3∮,AC380V ,25A,三相五線(xiàn)接法:藍(lán)色線(xiàn)接零線(xiàn),雙色線(xiàn)(黃綠色)接安全地線(xiàn),其余三條線(xiàn)則接相線(xiàn)。

二、運(yùn)行環(huán)境:室溫條件,本機(jī)與墻壁及其它任何機(jī)器之間最少應(yīng)有60公分距離, 以利散熱或日常維護(hù)。
三、本機(jī)器周?chē)璺笤O(shè)自來(lái)水源和排水管道,進(jìn)水管和排水管亦需接至水喉及排水管道。
四、機(jī)器安放于水平地面,并把剎車(chē)腳輪鎖定。
操作規(guī)范
一、依照機(jī)器銘牌標(biāo)示接通電源。
二、設(shè)定熱壓模板的溫度和冷壓模板的溫度。
三、設(shè)定硫化時(shí)間和排氣次數(shù)。
四、設(shè)定第1段(預(yù)壓)和第2段(增壓)的壓力:按下合模鍵使模壓板上升合攏后打開(kāi)機(jī)器的前門(mén),逐步將電接點(diǎn)壓力表之第1、2段壓力調(diào)整合適。

五、溫度達(dá)到后,將放有原料的料板置于加熱模板中間,按下合模鍵使模壓板上升合攏開(kāi)始進(jìn)行模壓程序。

六、在選擇了自動(dòng)的運(yùn)行模式下,機(jī)器將按照先前所設(shè)定的硫化時(shí)間和排氣次數(shù)自動(dòng)進(jìn)行模壓動(dòng)作,時(shí)間到達(dá)后模壓板層自動(dòng)下降歸位。

七、使用夾鉗將料板夾至冷壓模板之間合攏降溫,時(shí)間到了以后下降模板取出料板,完成壓片。
保養(yǎng)程序
一、隨時(shí)保持機(jī)臺(tái)之清潔。
二、用硬脂酸或異丙醇清洗污染的輥筒。
三、定期噴涂防銹油于鍍鉻表面。
四、定期加注耐高溫黃油于齒輪和軸承座(詳見(jiàn)機(jī)器潤(rùn)滑示意圖)。

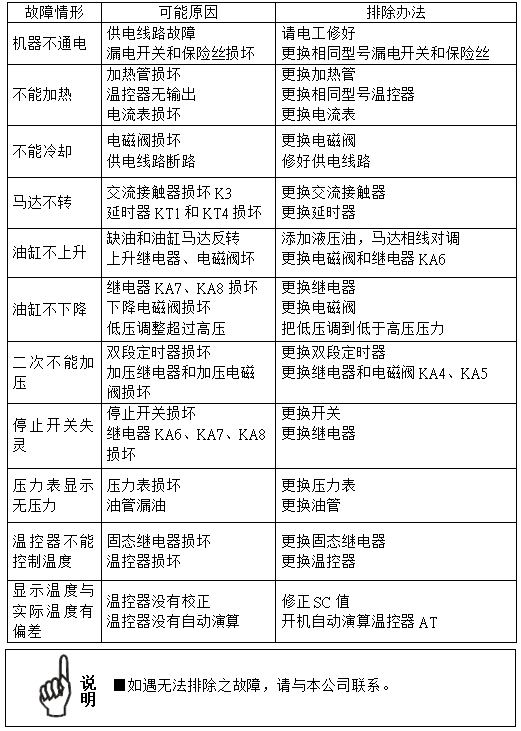
故障排除


本網(wǎng)站所有權(quán)屬于:東莞市寶鼎精密儀器有限公司 備案號(hào):粵ICP備17006795號(hào)
地址:廣東省東莞市厚街鎮(zhèn)三屯中心大路南一街 網(wǎng)址:http://www.www.chinaenglish.net
熱線(xiàn):13532886368 郵箱:13532886368@163.com
公司主營(yíng)開(kāi)煉機(jī),密煉機(jī),硫化機(jī),吹膜機(jī),擠出機(jī),擠出切料機(jī)組, 產(chǎn)品涵蓋橡膠、塑膠、制鞋、化工等領(lǐng)域。