
東莞市寶鼎精密儀器有限公司
聯(lián)系人:劉經(jīng)理:13528618149
聯(lián)系人:寧工:13532886368
電話:0769-85588096
傳真:0769-82688299
郵箱:13532886368@163.com
網(wǎng)址:www.www.chinaenglish.net
地址:廣東省東莞市厚街鎮(zhèn)三屯中心大路南一街
雙螺桿擠出機(jī)切粒機(jī)組操作規(guī)程
雙螺桿擠出機(jī)切粒機(jī)組操作規(guī)程
用 途
本試驗(yàn)機(jī)試用于熱塑性塑料原料的混煉加工,塑化著色,填充改性,具有分散均勻,適用廣泛等特點(diǎn)。
工作原理
塑料之所以能進(jìn)行成型加工,是由其內(nèi)在的性能所決定的,高聚物一般存在著玻璃態(tài),高彈態(tài)和黏流態(tài)三種物理狀態(tài),在一定的條件下,三種物理狀態(tài)將發(fā)生相互轉(zhuǎn)化,當(dāng)以黏流態(tài)形式存在時(shí),塑料的成型加工便成了可能。對(duì)于螺桿擠出機(jī)來(lái)說(shuō),料筒內(nèi)物料因溫升而熔融轉(zhuǎn)化為黏流態(tài),隨著螺桿的旋轉(zhuǎn)將熔融物料定量,定壓連續(xù)的擠入機(jī)頭之模具型腔,因而塑化成形。
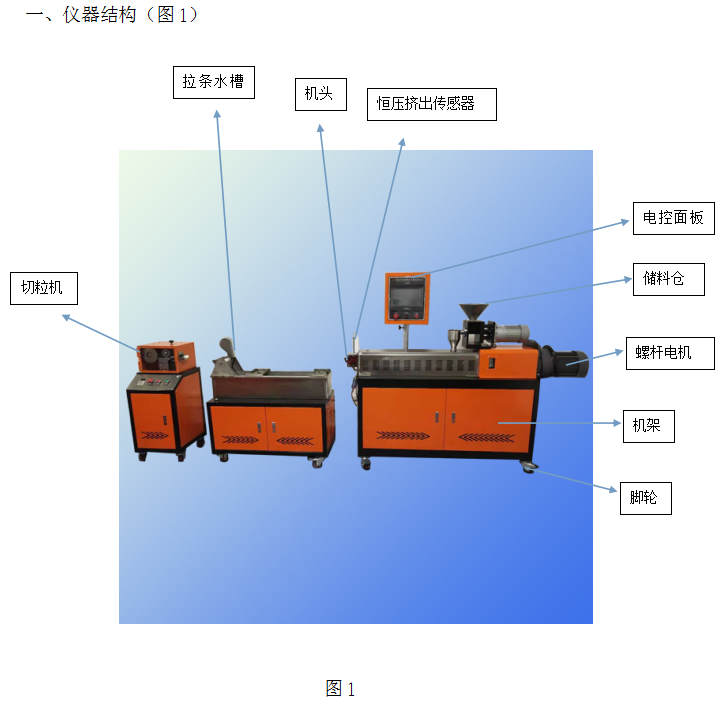
儀器說(shuō)明
雙螺桿擠出機(jī)切粒機(jī)組操作規(guī)范
1、機(jī)器空運(yùn)轉(zhuǎn) :確認(rèn)電路接通無(wú)隱患后,即可試車運(yùn)轉(zhuǎn)。
(1)點(diǎn)動(dòng)螺桿鍵,檢查主電機(jī)旋轉(zhuǎn)方向是否正確,正確的旋轉(zhuǎn)方向是面對(duì)驅(qū)動(dòng)電機(jī)輸出軸時(shí)為逆時(shí)針旋轉(zhuǎn),即兩根螺桿異向外側(cè)旋轉(zhuǎn)。
(2)機(jī)器在最低速狀態(tài)下做不超過(guò)5分鐘的空運(yùn)轉(zhuǎn),若需較長(zhǎng)時(shí)間的空運(yùn)轉(zhuǎn)必須先加
熱機(jī)筒而且還要向機(jī)內(nèi)注入石蠟,才能空運(yùn)轉(zhuǎn),并檢查螺桿與機(jī)筒間有無(wú)刮碰現(xiàn)象,電機(jī)和減速器有無(wú)異常情況,各個(gè)潤(rùn)滑和冷卻水閥工作時(shí)是否正常,電控系統(tǒng)動(dòng)作是否正確,電器按鍵反應(yīng)是否靈敏等。
2、機(jī)器負(fù)荷運(yùn)轉(zhuǎn) :確認(rèn)機(jī)器各部位無(wú)異常情況后,即可進(jìn)行負(fù)荷運(yùn)轉(zhuǎn)。
(1)根據(jù)熔體流動(dòng)速率的特性,將擠出機(jī)的6個(gè)加熱段的溫度范圍分別設(shè)置妥當(dāng)。 隨后按下加熱鍵,啟動(dòng)加熱,這個(gè)過(guò)程可能需要數(shù)十分鐘,稍后當(dāng)所設(shè)定的溫度達(dá)到時(shí),保溫至少30分鐘,使機(jī)筒加熱區(qū)的溫度逐漸均勻后,本機(jī)溫度會(huì)自行恒定。
(2)將原料投入料斗,設(shè)定擠出壓力后開(kāi)動(dòng)螺桿驅(qū)動(dòng)電機(jī),熔體擠出成制品后,觀察口模出料,其均勻且塑化良好,則表明該溫度和擠出速度是適當(dāng)?shù)模駝t仍需要調(diào)整各段的溫度和擠出壓力。
(3)若要排出原料中所含的水份和氣體,可開(kāi)啟真空泵。
(4)試驗(yàn)完畢,清空料斗中的余料,逐步的降低螺桿轉(zhuǎn)速,以機(jī)頭中沒(méi)有原料擠出后才能停機(jī),接著趁熱清理機(jī)頭和擠套內(nèi)的殘留物。


本網(wǎng)站所有權(quán)屬于:東莞市寶鼎精密儀器有限公司 備案號(hào):粵ICP備17006795號(hào)
地址:廣東省東莞市厚街鎮(zhèn)三屯中心大路南一街 網(wǎng)址:http://www.www.chinaenglish.net
熱線:13532886368 郵箱:13532886368@163.com
公司主營(yíng)開(kāi)煉機(jī),密煉機(jī),硫化機(jī),吹膜機(jī),擠出機(jī),擠出切料機(jī)組, 產(chǎn)品涵蓋橡膠、塑膠、制鞋、化工等領(lǐng)域。