
東莞市寶鼎精密儀器有限公司
聯(lián)系人:劉經(jīng)理:13528618149
聯(lián)系人:寧工:13532886368
電話:0769-85588096
傳真:0769-82688299
郵箱:13532886368@163.com
網(wǎng)址:www.www.chinaenglish.net
地址:廣東省東莞市厚街鎮(zhèn)三屯中心大路南一街
單螺桿擠出吹膜機(jī)機(jī)頭和口膜的說明
單螺桿擠出機(jī)機(jī)頭和口膜的說明
本方法為塑膠的平擠上吹法,是向上擠出管狀坯料的裝置,因而它的機(jī)頭和口模是轉(zhuǎn)向式的直角型。口模的縫隙的寬帶和長度與出膜的厚度有著對應(yīng)的關(guān)系。在出廠前,口模的縫隙是經(jīng)過嚴(yán)格調(diào)整過的,用戶不必再行調(diào)整,若因外力的作用而使縫隙偏離時,則必須調(diào)正。其調(diào)正的目的是使膜管圓周壁厚一致。

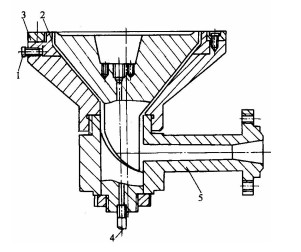
1芯棒軸 2口模 3調(diào)節(jié)螺釘 4壓縮空氣入口 5機(jī)頸
1. 冷卻風(fēng)環(huán)
風(fēng)環(huán)是出膜的冷卻裝置。它位于口模(模頭)的上方膜管四周,旋轉(zhuǎn)可調(diào)節(jié)出風(fēng)量的大小,以控制膜管的冷卻速度。一般來說,順時針旋轉(zhuǎn)(向下)出風(fēng)量變大,冷卻速度就變快。逆時針旋轉(zhuǎn)(向上)出風(fēng)量減少,冷卻速度就變慢。出風(fēng)量的大小直接影響到膜泡的穩(wěn)定性。而膜泡的不穩(wěn)定性可能是引起折皺的主要原因。
2. 牽引裝置
在機(jī)頭處通入壓縮空氣使管坯吹脹成膜管、調(diào)節(jié)壓縮空氣的通入量可以控制管膜的膨脹程度。
吹膜比的大小表示管坯直徑的變化。表明了粘流態(tài)下高分子受到橫向拉伸作用力的大小,通常的吹膜比在2—6之間。
吹塑是一個連續(xù)成型的過程。在實(shí)際生產(chǎn)中往往都是同一環(huán)形間隙口模,靠調(diào)節(jié)不同的牽引速度來控制薄膜的厚度,故吹塑薄膜縱橫向機(jī)械強(qiáng)度并不相同,一般都是縱向強(qiáng)度大于橫向強(qiáng)度。
人字板的作用是穩(wěn)定以冷卻的膜管,不讓它晃動,并將膜管夾平。牽引夾輥是由一個橡膠輥筒和金屬輥筒組成,其作用是牽引和拉伸薄膜,速度是可以調(diào)節(jié)的,牽引輥筒到口模的距離對成型過程的膜管性能有一定的影響,這決定了膜管壓疊成雙折前的冷卻時間,這一時間與塑膠的熱性能有關(guān)。
3. 收卷裝置
是將吹塑出來的制品卷取的裝置。它由一個橡膠輥筒和一個金屬輥筒以及一個收卷輥筒組成,標(biāo)準(zhǔn)配置的力矩電機(jī)可根據(jù)負(fù)荷阻力的大小來調(diào)節(jié)運(yùn)轉(zhuǎn)。
4. 空氣壓縮機(jī)
在本吹膜機(jī)組里的作用為提供空氣吹脹和冷卻膜管。籍由可以調(diào)節(jié)的氣閥和風(fēng)環(huán)來改變給氣量的大小,形成吹膜或冷卻膜管。給氣量愈大,膜管擴(kuò)徑越大,反之越小。在實(shí)際操作過程中,應(yīng)該反復(fù)細(xì)致的調(diào)節(jié)氣閥和風(fēng)環(huán)進(jìn)氣量,直至形成穩(wěn)定的膜管。
5. 電控柜
吹膜機(jī)組的電器控制箱,包括單螺桿擠出機(jī)、牽引裝置、收卷裝置、鼓風(fēng)裝置、螺桿機(jī)的啟動與調(diào)速、加熱與停止等功能。牽引裝置的啟動與調(diào)速。收卷裝置的啟動以調(diào)速等功能。


本網(wǎng)站所有權(quán)屬于:東莞市寶鼎精密儀器有限公司 備案號:粵ICP備17006795號
地址:廣東省東莞市厚街鎮(zhèn)三屯中心大路南一街 網(wǎng)址:http://www.www.chinaenglish.net
熱線:13532886368 郵箱:13532886368@163.com
公司主營開煉機(jī),密煉機(jī),硫化機(jī),吹膜機(jī),擠出機(jī),擠出切料機(jī)組, 產(chǎn)品涵蓋橡膠、塑膠、制鞋、化工等領(lǐng)域。