
聯系我們
東莞市寶鼎精密儀器有限公司
聯系人:劉經理:13528618149
聯系人:寧工:13532886368
電話:0769-85588096
傳真:0769-82688299
郵箱:13532886368@163.com
網址:www.www.chinaenglish.net
地址:廣東省東莞市厚街鎮三屯中心大路南一街
實驗室程控型塑膠單螺桿擠出機
實驗室程控型塑膠單螺桿擠出機
用 途:單螺桿擠出機試用于熱塑性塑料原料的混煉加工,塑化著色,填充改性,具有分散均勻,適用廣泛等特點。
工作原理:
塑料之所以能進行成型加工,是由其內在的性能所決定的,高聚物一般存在著玻璃態,高彈態和黏流態三種物理狀態,在一定的條件下,三種物理狀態將發生相互轉化,當以黏流態形式存在時,塑料的成型加工便成了可能。對于螺桿擠出機來說,料筒內物料因溫升而熔融轉化為黏流態,隨著螺桿的旋轉將熔融物料定量,定壓連續的擠入機頭之模具型腔,因而塑化成形。
一、儀器結構(圖1)
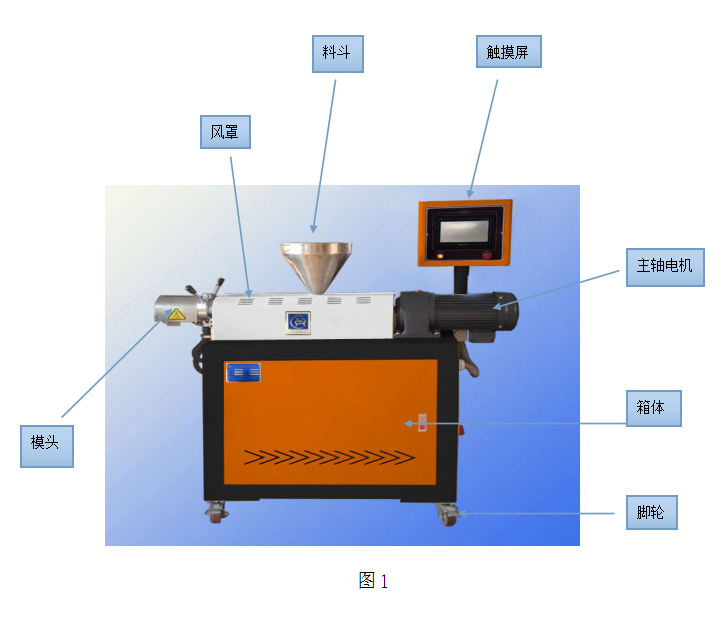
單螺桿擠出機主要的作用是將高分子聚合物塑化擠出。它是由兩根旋轉且方向相同,螺紋互相咬合的螺桿和機筒組成。螺桿和料筒均采用40CrNiMo合金鋼,表面經滲氮和超精珩磨等工藝處理。料筒上面配備有3區加熱,模頭和模口2區加熱,共有5區加熱。
擠出機螺桿共分三段:加料段、熔融段、均化段。
在加料段入口,加熱溫度設置較低,以防原料粘流堵死料口。另外在加料段的樹脂不斷壓縮,空氣會倒著從加料口排出。該加料口雖不進行加熱,但是會通過機筒傳熱。因此加料口溫度不可設定過高,以免原料粘住料口。
在熔融段,達到粘流溫度才能熔融,對于結晶型樹脂,粘流溫度等于熔點溫度。
然后不斷壓縮的增加熔層,就需要溫度不斷提高,才能使樹脂分子鏈長短不等,這樣不同的熱運動能量的高分子才能先后熔融。
在均化段,溫度是恒定的。因為該段是再熔融均化和定量定壓恒溫的輸入熔體。綜上所述:擠出機各段溫度的控制是管坯擠出最重要的因素。通常,沿機筒到機頭口模方向,塑料的溫度是逐步升高的,溫度變化是成線性的。1區<2區<3區<4區<5區溫度則等于熔點溫度。
單螺桿擠出機的螺桿轉數是變頻調速的。其速度的快慢直接影響到擠出質量,螺桿轉速過快和溫度設定的過高,其剪切作用力就越大,容易造成塑料分解和制品冷卻不良,這樣出膜直徑就難以穩定,因此,雙螺桿擠出機的速度和機身5個加熱區溫度的設置尤為重要。

